智能装备有限公司")
智能装备有限公司")

|
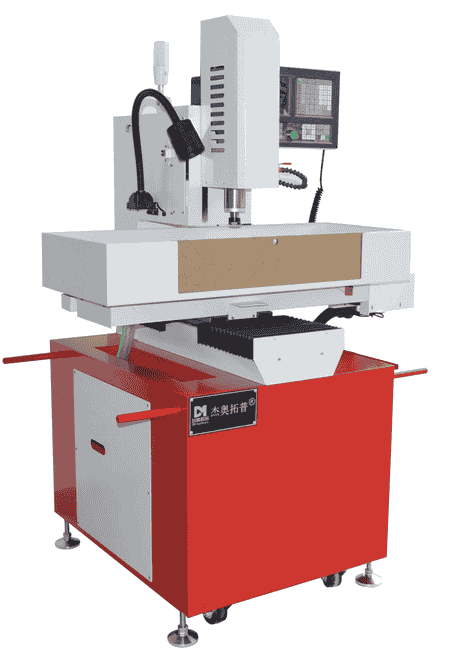
小型台式钻孔攻丝机
|
|
☆外形尺寸:400*300*200mm |
|
☆有效行程:1200*1000*1700mm
|
|
☆机床重量:1500kg
|
|
☆钻孔范围:0.3-16mm
|
| ☆主轴转度:0-24000(可选配) |
| ☆主轴转度:滚珠丝杆(X/Y/Z) |
| ☆编程方式:手动编程,电脑编程兼用 |
| ☆编程传输方式:USB |

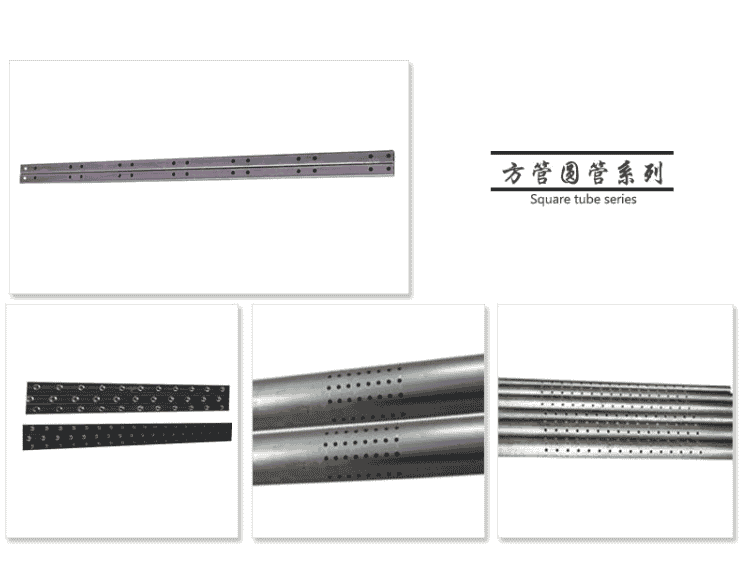
随着工业数控化的日趋完善,人们对攻丝的效率及精度也有了更高的要求,现在多米公司给大家推荐一款简单实用、专业攻丝的机器---小型攻丝钻孔机。 攻丝机是用丝锥加工内螺纹的一种机床,它是应用最广泛的一种内螺纹加工机床。攻丝机避免了车床、钻床或手动攻丝的局限,且省时、省力、不易烂牙、丝锥不易折断等,其显著的特点受到用户的广泛好评和采用。
其特点是造价低、操作简单、精度高、不易断丝锥,更重要的是在工件不需翻转的情况下,可以进行工件正面、侧面的攻丝,盲孔、通孔、斜孔均可加工。加工范围在M2-M24,客户可根据使用情况来选择机器手臂的长度。
攻丝钻孔机的机械传动采用直线导轨和滚珠丝杆,夹紧液压,四轴同时工作,工件安装完成后,一次性加工完毕,是人工打孔的2到4倍,可一人操作多台设备,并降低了工人的劳动强度。旋转工作台和夹具用来完成工件的移动和夹紧,实现自动加工。钻孔滑台和孔动力头,用以实现钻孔加工量的调整和钻孔加工。攻丝滑台和攻丝动力头,用以实现攻丝加工量的调整和攻丝加工。工作台的移动,夹具的夹紧、放松,钻孔滑台和攻丝滑台的移动,均由液压系统控制。其中工作台的移动和夹具的夹紧与放松由电磁阀控制。
攻丝机工艺流程
1,攻丝采用总线绑定功能,进给轴Z轴绑定到主轴,在攻丝和退刀时保持绑定状态。确保定位准确性、攻丝稳定性。
2,攻丝在钻孔后进行且攻丝深度必须小于钻孔深度,以提高钻头寿命。
3,钻孔、退刀确保主轴U轴旋转方向不变,使得铁屑等杂质能够完全排出。
4,攻丝、退刀方向保持相反来确保丝距纹路清晰平滑。
攻丝机工作原理
正转---反转---正转---反转……的连续循环和正转---反转---停止的单向循环有特定的按键开关来操作,还可以安装脚踏开关,进行选择性操作,连续、单向、循环都能自动。操作者双手完全可以离开机器,攻丝机实现自动工作,初学者也可以顺利操作。
性能特点
1,采用运动总线X-NET通讯:加减速更平滑,响应更快,定位更精准。
2,攻丝操作简便、效率高:人机界面,操作简单,效率高,工作强度低。
3,速度高、定位准确::三轴定位,一轴旋转,攻丝迅速,切削高效。
4,扭矩稳定,功力强:安全扭力夹筒,保证丝锥损伤少,经久耐用。
5,工作范围大、攻丝稳定:大小工件均可固定在底盘,无需移动,操作更稳定。
6,报警显示及时、直观:遇异常自动报警停机,故障排除后,启动运行。
攻丝机使用范围:
攻丝机面向市场以来,以它轻便、灵活、高效以及具有其它类似设备无法取代的优点,深受广大用户的关爱。它避免了车床、钻床或手动攻丝的局限,且省时、省力、不易烂牙、丝锥不易折断等,其显著的特点受到用户的广泛好评和采用。此机适用于所有机械制造行业,现大陆客户涵盖了机床、模具(厂)机械、塑胶机械、印刷机械、包装机械制造厂、工程机械、汽车摩托车零部件、航空发动机、机车车辆、烟草机械以及通用机械等行业。
我们日常在操作攻丝机的时候应注意以下几个方面:
1、通常扭力筒夹的扭力在出厂时即已设定好,但在攻较强韧之材料时或使用一段时间后,必须再调整,设定扭力。
2、扭力筒夹外壳有2个小孔,允许做半个凹槽之扭力调整,这在调整M3以下的扭力控制非常重要。
3、使用一字起子挑起扣环,用尖嘴钳置入扭力调整环上的2个圆孔内,顺时针转则增加扭力,反时针转则减少扭力。
4、调整好后,将扣环插入筒夹外壳的小孔内,扭力即不再改变了。
5、扭力筒夹是保证高精度之螺纹,故扭力筒夹不能随意乱放、乱丢、乱摔,以免影响攻丝精度。
6、当气动马达不转时,一般情况是气力不够,请检查气压是否调至6-8KG即可。
7、当气动马达转,而扭力筒夹打滑,有可能是材质太硬或材质粘性高,请把扭力筒夹扭力调大。